
Los 4 Pasos para una Fusión Grado Industrial
En la ingeniería de campo, la diferencia entre una instalación eterna y un desastre oculto tras el muro radica en la disciplina del proceso.
No hay espacio para la improvisación cuando se trabaja con PPR. Siga este protocolo de precisión para asegurar una soldadura molecular perfecta en cada unión:

En PPR, la disciplina del proceso define la vida útil de la instalación.
• Corte y Preparación Quirúrgica: Utilice tijeras de trinquete de alta calidad para asegurar un corte perfectamente perpendicular al eje del tubo. Un corte inclinado crea una distribución desigual de material en el dado, comprometiendo la homogeneidad de la fusión.
Una vez cortado, limpie el extremo del tubo y el interior de la conexión con alcohol isopropílico. La regla de oro: si hay rastro de polvo, grasa o humedad, la fusión fallará. El agua residual en el tubo se convierte en vapor a 260º C, creando burbujas internas que son puntos de fractura futuros.
En termofusión, cada segundo y cada grado cuentan.
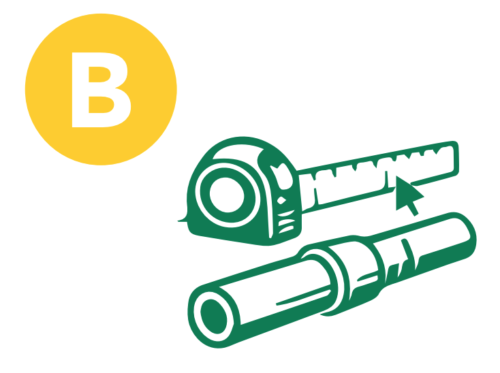
• El Marcado de Profundidad (El límite crítico): Este es el paso que el novato ignora. Utilice un calibrador o flexómetro para marcar en el tubo la profundidad de inserción exacta según el diámetro (por ejemplo, 14 mm para tubo de 20 mm).
EPP Consejo: Esta marca es su “freno de mano”. Si inserta el tubo más allá de esta línea dentro del dado, el exceso de material fundido se desplazará hacia el interior del tubo, creando un anillo que estrangula el flujo de agua. Usted quiere una unión fuerte, no un tapón hidráulico.
La precisión en milímetros evita pérdidas en miles de litros.
• Calentamiento Sincronizado: Inserte simultáneamente el tubo y la conexión en los dados de la termofusora. El conteo de los segundos (5 segundos para 20 mm) comienza solo cuando ambos componentes han alcanzado el fondo de los dados.
Mantenga una presión firme pero constante; no force el material. El calor debe penetrar de forma radial para plastificar el polímero sin llegar a carbonizarlo.

Una unión correcta se logra con técnica, no con improvisación.
• Acople de un Solo Movimiento: Extraiga los componentes y realice la unión de inmediato. Introduzca el tubo en la conexión de forma lineal hasta que la marca de profundidad alcance el borde del accesorio.
EPP Consejo: Usted tiene una ventana de apenas 4 segundos para alinear la pieza. Una vez que el material empieza a enfriarse, las cadenas moleculares se bloquean. Si la pieza quedó chueca, jamás intente enderezarla girándola; esto rompe la estructura de la soldadura.
Es mejor cortar, desperdiciar una conexión y repetir el proceso que dejar una unión fatigada que fugará bajo presión.
En termofusión, la precisión no es opcional: corte, limpieza, temperatura y tiempo determinan si la unión será permanente o una fuga futura.
¡Te invitamos a disfrutar los artículos en la revista El Plomero Prefiere!



