
El segundo decisivo: cuando la termofusión define la vida de la instalación
En la termofusión de tuberías PPR, unos pocos segundos de precisión determinan si una unión será estructuralmente perfecta o una futura falla oculta.
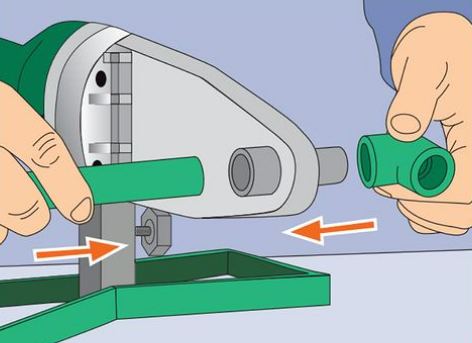
El tiempo de acople es el margen que tienes para alinear la pieza. Una vez que este tiempo termina, la estructura molecular se fija y cualquier movimiento posterior creará una micro-fisura interna.
Desde el punto de vista de la ingeniería de materiales, durante estos segundos ocurre la interpenetración de cadenas poliméricas, un fenómeno en el cual las moléculas del PPR del tubo y la conexión se entrelazan formando una matriz continua. Cuando el material comienza a solidificar, esa movilidad molecular desaparece, sellando definitivamente la geometría de la unión.
En instalaciones profesionales, este momento es conocido como la ventana de soldadura, un intervalo extremadamente breve donde el control de alineación es crítico. Un desplazamiento mínimo puede generar tensiones residuales internas que, con el paso de los ciclos térmicos y las variaciones de presión, evolucionarán en fracturas microscópicas.
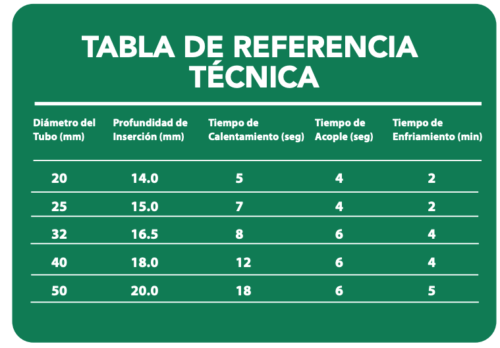
En tuberías de diámetro pequeño (20–25 mm) la ventana de alineación suele ser de 3 a 5 segundos, mientras que en diámetros mayores puede extenderse ligeramente debido al mayor volumen térmico del material.
Una instalación hidráulica duradera siempre comienza con una soldadura bien ejecutada.
El Veredicto del Experto
Al finalizar, inspeccione visualmente la unión. Deberá observar un doble cordón de plástico (labio) uniforme y continuo alrededor de todo el perímetro de la conexión. Este anillo doble es la evidencia física de que el material de ambas piezas se ha fusionado en una sola entidad mecánica.
En términos de control de calidad en campo, este cordón periférico funciona como un indicador visual de correcta plastificación. Su presencia uniforme confirma que el flujo de material fundido ocurrió de manera simétrica, evitando zonas débiles o uniones frías.
Cuando el cordón es irregular, discontinuo o inexistente, suele indicar problemas como:
-
Temperatura insuficiente de la termofusora
-
Tiempo de calentamiento incorrecto
-
Contaminación superficial en el tubo o accesorio
-
Presión de inserción desigual
En proyectos de instalación hidráulica profesional, estas inspecciones visuales forman parte del control técnico inmediato, ya que permiten detectar errores antes de que la instalación quede oculta dentro del muro.
El doble cordón no es estética: es la evidencia de una unión molecular correcta.
Nota de Campo
Los tiempos de calentamiento están calculados para una temperatura ambiente de 20 °C. Si está trabajando en una obra con frío extremo (menos de 5 °C), aumente el tiempo de calentamiento en un 50 % para asegurar que el núcleo del material alcance el punto de fusión.
Este ajuste se debe a que el PPR, como la mayoría de los polímeros termoplásticos, presenta una conductividad térmica baja. En ambientes fríos, el material disipa calor con mayor rapidez, lo que puede impedir que la zona interna del tubo alcance la temperatura adecuada para lograr una difusión molecular completa.
Dato curioso de ingeniería: en climas fríos, algunos instaladores profesionales almacenan previamente las tuberías y conexiones en espacios protegidos para evitar que el material llegue demasiado frío al proceso de termofusión, mejorando así la consistencia de las uniones.

En termofusión, los segundos correctos valen décadas de confiabilidad.
En termofusión, el control del tiempo, temperatura y alineación define la calidad estructural de la unión. Cuando estos parámetros se respetan, el sistema hidráulico se convierte en una red monolítica, capaz de operar durante décadas sin fugas ni debilitamientos.
¡Te invitamos a disfrutar los artículos en la revista El Plomero Prefiere!



